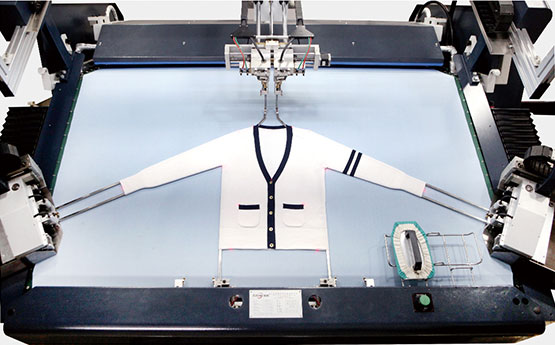
Welcome to Ningbo Zhiteng Knitting Technology Co., Ltd.
National Service Hotline:400-845-5988中文
Welcome to Ningbo Zhiteng Knitting Technology Co., Ltd.
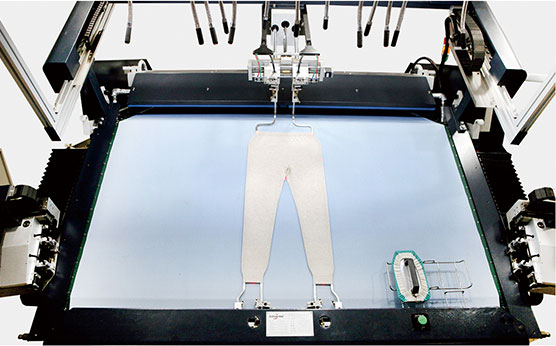
Ningbo Zhiteng Knitting Technology Co., Ltd. production of "Chi Teng" brand automatic ironing machine sweaters ironing set, drying, folding in one, is to fill the gap at home and abroad, the international first product

各部位衣杆放码行程
·胸宽可调行程最小胸宽24crn至最大胸宽79CM。
·身长可调行程8crn, 按每码加长1.5CM可放5个尺码。
·肩宽可调行程8.5cm,按每码加宽1.5CM可放5个尺码。
·袖长可调行程8om, 按每码加长1CM可放8个尺码。
·袖罗口宽可调行程最小宽65CM至最大宽11CM。
·外领宽可调行程最小寛12CM至最大宽28CM。

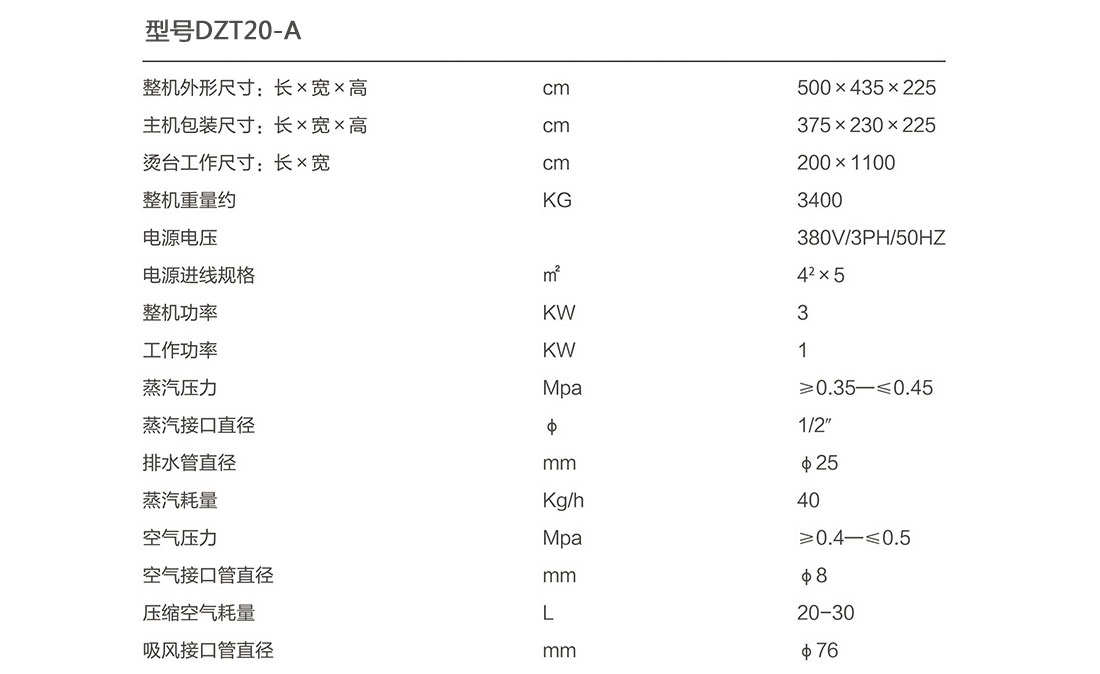
主要特点
·烫台整体喷汽使整烫均匀,品质完美,尺寸标准,生产效力是人工的三倍。
·整烫工艺流程:撑衣→整烫→吸风→衣杆脱卸→输送→压烫→吸风→烘干→折衣
→衣叠集一体。
·特制烫台尺寸:200x100cm(79”x43”)身长最长可烫105cm。
·斜烫台小角度设计,使整烫操作方便轻松,尤其加长款。
·关键部位采用铝合金、不锈钢、铜材料,以防蒸汽水份腐蚀。
·主要运动结构选用直线导轨,滚珠丝杆等自动化高端配置,以使设备运行稳定,同时消除机械间隙,以使衣杆尺寸定位精确。
·全自动快速换尺码,储存界面可任意调用,时间只需3分钟。
·电气线路设计安全美观,各区域均配置端子接线盒,避免使用插件接触不良现象,同时也方便维护,整机所有布线为全封闭式,安全又美观。
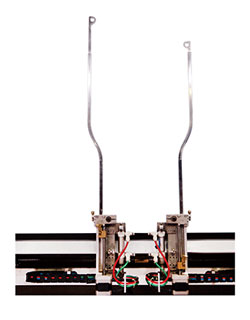
完美的衣杆造形设计
·袖罗纹,下摆罗纹连接处是按尺寸要求用弧度收缩制作,使罗纹形状美观,保持罗纹弹性。
·袖长放码上下袖杆加长部位在肩缝和腋下连接处,袖罗纹位置不变。
·身长放码大身杆加长部位在挂肩连接处,下摆罗纹位置不变。
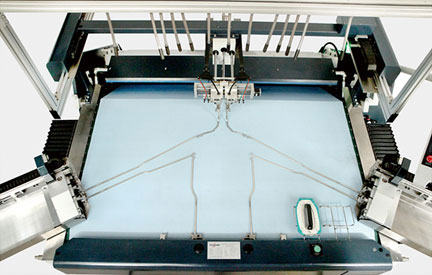
可自动伸缩的衣杆结构
衣杆主体采用特制不锈钢矩形管材,衣杆头部伸缩尾端通过钢丝与丝杆螺母连接,电机倒顺运转使螺母上下移动,以达到牵引衣杆伸缩原理,由于衣杆弧度造型多样,矩形管内钢丝伸缩区段有安装耐磨,耐高温尼龙管作为导向,以使管内钢丝伸缩顺畅无阻。

扣子开衫类整烫系统设置
·整烫时为使门襟保持垂直,避免波浪现象,系统设置回缩胸宽和成品胸宽,公式参数:回缩胸宽=成品胸宽x1.03(加上公差基数)x0.92(回缩胸宽基数)如:成品胸宽52.5cmx1.03x0.92=回缩胸宽为49.7cm
·整烫流程:大身杆宽度先为回缩宽度,待喷蒸汽三秒钟(时间可另设置)后,大身杆缓速加宽至成品胸宽,吸风关闭后退回至回缩胸宽,依次循环动作。
节约蒸汽能耗,背心款类隔断喷汽设计
·由于背心款整烫位置只用烫台中心区块,系统设置烫台两侧盲区喷汽装置自动关闭状态。


女款收腰+臂部衣杆造形设计
·为使领边至下收腰位置和下摆罗纹位置不变,衣杆放码伸缩区域设计为收腰下段至臂部最宽点的交接处。
根据客户需要在DZT20-A型中可另加配置
·烫裤功能
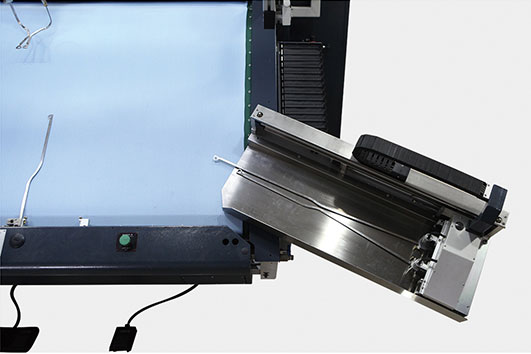
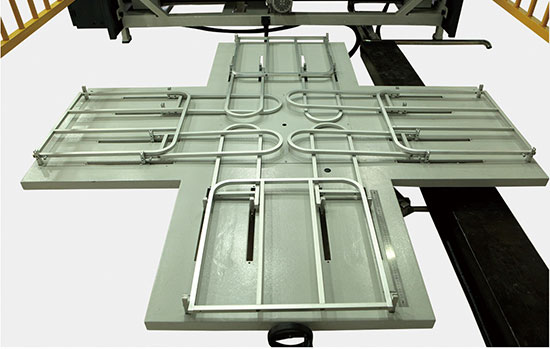
袖杆退出(脱卸)最长行程79cm状态
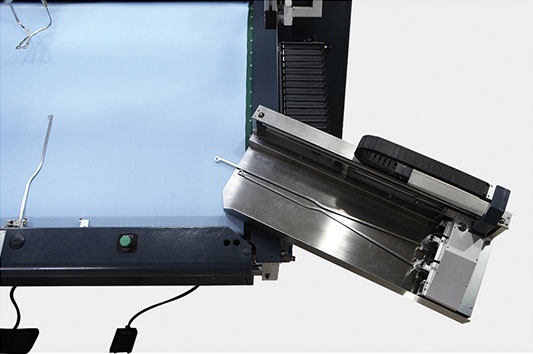
袖杆退出(脱卸)最短行程30cm状态
独特的袖子进退功能设计
·由于款式有长袖、七分袖、短袖区分和尺码长短的不一致,本机型配有袖子退出(脱卸)行程调节装置,根据尺寸袖长度系统自动生成定位,设定间距为退出后袖上杆头距袖罗口2cm处。
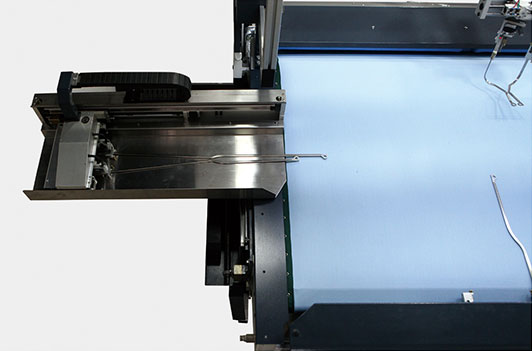
·输送带衣服从斜烫台至压烫台停后,本机型配有袖杆预进装置,退袖杆提前进入袖口4cm处,使操作袖杆进入带来极大的便捷。
袖最小角度47°.升降最低速度状态

袖最大角度90°.升降最高度状态
全智能自动化系统尺寸定位设计
·由于袖杆定位牵扯点之多,袖口、袖壮、袖幅、挂肩(夹阔)的宽度和袖长度一旦定位不准,将会导致袖上杆与肩点、袖下杆与腋下点衣杆偏移。
·袖杆的角度定位偏移直接影响“袖山”造形,穿着时导致腋下处“起鼓”或“起吊”现象,而且左右袖杆要对称一致,故人工手动式调节定位相当耗时而不准。
针对上述问题 ,本机型只需在设置界面输入各部成品尺寸及衣杆上的标识参数系统将所有尺寸自动生成定位。
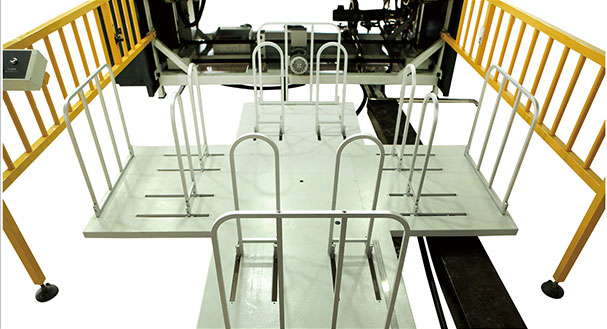
叠衣架护栏可折叠式设计,外侧护栏为整体式,内侧护栏为分体式中间为叠领子、帽子空间,护栏上端采用圆弧制作,既美观又不会勾住衣服。
叠衣架护栏宽度手轮调节,将护栏调到最大宽度,按实际叠衣宽进行调节。


叠衣结构:有左袖翻板、右袖翻板、大身翻板和落衣抽板组成,可折胸宽范围35cm到67cm,按输入成品.胸宽系统自动生成定位。
·叠衣架共设四个工位,叠衣高度经光电开关控制限位。第一工作叠满时系统自动转换第二工位,直至四个工位全部叠满,系统自动报警,视屏提示收衣。
·12G双面提花坯布款型类品种一次可叠180件。
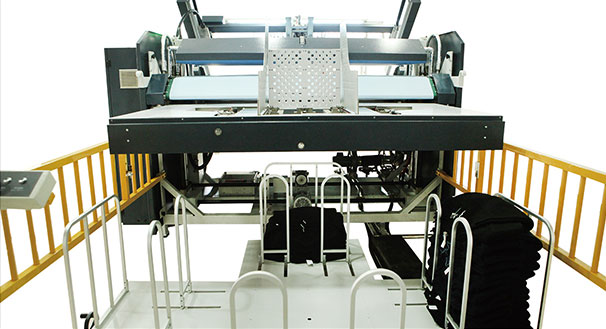
·选择平叠款型类时,折衣架折衣和叠衣转盘功能动作系统设置为关闭状态,由折衣架替代叠衣。为使折衣架下降行程至下限位最低点,以增加平叠衣服件数,将叠衣架护栏折叠成平放状态。
为便于平叠运行模式时收衣,本机型另辅加配置梯阶收衣平台。


平叠运行模式正面状态

平叠运行模式侧面状态
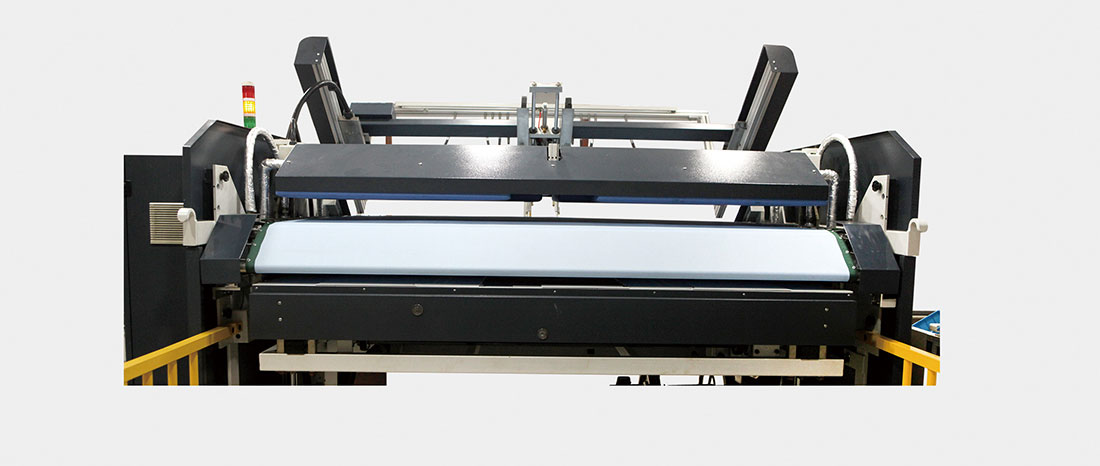
压烫功能及特点
·压烫下降行程(厚度)设置,根据坯布及领襟厚度选项设置,系统自动生成。
·平烫台系统自动喷汽再次整烫(俗称回烫)后吸风,以使毛衣接缝处美观,尺寸标准。
·压烫台、平烫台蒸汽自动保温设计,借鉴烫台自身热量对毛衣起到烘干作用,以使毛衣坯布蓬松、柔软。
门襟压烫选项“否”退出状态
门襟压烫可升降结构功能
钮扣式开衫款,为避免压烫后导致钮扣印迹,本机型系统设定为“否”,即门襟压烫为退出状态。
领子压烫选项“否”退出状态

领子压烫可升降结构功能
由于领型多样,如二翻领(樽领),连帽子款类,压烫后会导致变形,领子压烫可在设置界面选项“否”按确认键系统自动生成,即领子压烫为退出状态。


主界面
·系统总容量可设置27个款型,主界面现设基本款17个款型,其中打包类10款,平叠类7款,由于款型多样,尤其是时装类,为此本机型特余留10款系统编程空间,后续可按客户款型要求“量身定制”。
·由于系统对同类款型打包与平叠运行动作系统设置不一样,进入界面对照分类款式图及界面文字提示选择打包或平叠,新设货号按储存界面键进入设置,正常运行开机后可直接按运行界面键进入。
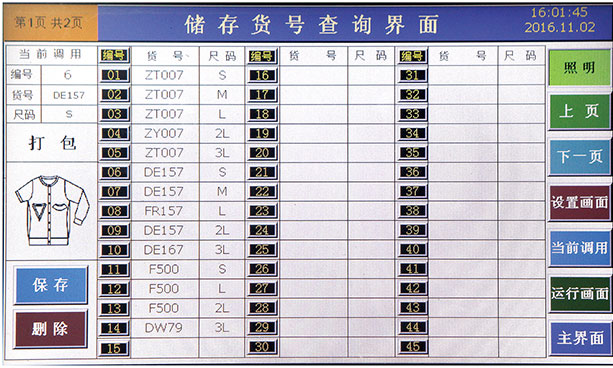
储存界面
·储存界面分为2页,每页储存45个尺码,共可容纳90个尺码的参数储存量,可任意调用,按运行界面键直接进入。
·新增储存只要输入货号,尺码按当前调用键确认,再按设置界面键进入设置。
·储存数量超出90个尺码时,可把已不再用尺码数据删除后新增。

设置界面
·由于外贸生产企业客户成品尺寸单位会产生公分和英寸,进入界面后先对尺寸单位进行选择,指示绿色为启用,红色为关闭。
·新增储存只要输入货号,尺码按当前调用键确认,再按设置界面键进入设置。
·在成品尺寸栏中按项目名称输入,单位英寸输入数据由于受键盘限制小数换算按1/8=0.13,1/4=0.25,3/8=0.37,1/2=0.5,5/8=0.63,3/4=0.75,7、8=0.87输入,系统将自动转换为毫米。
·选项设置栏“是”绿色为启用,“否”红色为关闭,打包件数和压烫厚度根据坯布厚度在键盘格式中选项设置。
·由于款型和各部位尺寸不同,配用衣杆必须与衣杆编号及参数相等,否则会导致尺寸错误,按照衣杆上标识在衣杆编号栏及衣杆参数界面中输入。

运行界面
·换杆定位是指更换衣杆最方便位置,系统固定设置。
·按操作箱“急停”键或中途停电后,必须按回零定位键回零位,结束后按尺寸定位键复位,此时衣杆呈烫衣状态,按衣杆退位键结束。
下班关机前按结束储存键后数据自动生成至日产明细界面。

日生产件数明细
·本界面共设60班次,超过后最前数据自动删除依次类推。